近日,我校威尼斯432888cam陈继兵副教授团队与中南大学、四川大学和上海交通大学的科研人员,利用钛和铝合金具有低质量密度和高比强度的特点,致力于将它们焊接在一起,在航空航天领域具有一定独特的应用优势。科研团队首先采用激光粉末床熔融技术(L-PBF)制备Ti6Al4V和AlSi10Mg试样,采用旋转摩擦焊(RFW)制备棒状焊接件试样。结果表明该研究实现了L-PBF与RFW相结合制备出焊接试样界面晶粒尺寸较小,产生的IMC为TiAl和TiAl3;且Si的富集阻碍了Al-Ti元素的扩散。当摩擦与锻造力之比小于2时,焊接试样的最大抗拉强度可达278 MPa,比直接使用RFW提高50%,从而得到具有高力学性能的Ti-Al合金焊接件,为Ti-Al异种材料的焊接提供了可行的策略。具体研究成果以“Restraint of intermetallic compoundand improvement of mechanical performance of Ti/Al dissimilar alloy by rotary friction welding based on laser powder bed fusion”为题,发表在《Journal of Manufacturing Processes》(影响因子6.1,一区Top期刊)。

L-PBF技术通过其快速熔化和凝固过程在金属材料的增材制造中脱颖而出,能够直接制造具有高密度和优越机械性能的部件。L-PBF制备的基材具有晶粒细、性能优越的特点,为后续的RFW提供了坚实的基础。RFW是一种固态连接技术,它产生低于基材熔点的温度,旨在避免材料在熔融-凝固循环过程中常见的气孔和开裂等缺陷。在RFW过程中,两个工件之间的相对运动在界面处产生局部加热,导致元素在材料边界处扩散。因此,本文采用L-PBF法根据快速凝固原理制备异种金属试样,然后采用RFW连接,极大地解决了上述问题,提高了接头的力学性能。 通过对L-PBF制备的Ti6Al4V和AlSi10Mg基材的RFW实验,评估了焊接界面的显微组织、断口形貌和力学性能。结果表明,优化焊接参数可以减小IMC层的厚度,而硅的富集会阻碍Ti、Al等元素的扩散,这对获得高质量的非均质金属间焊接接头至关重要。
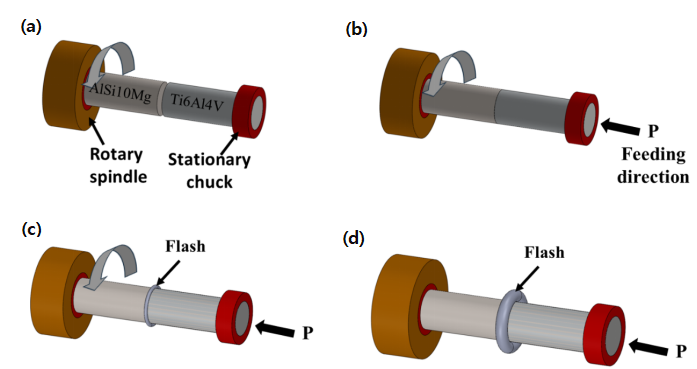
图1旋转摩擦焊原理图:(a)起焊阶段,(b)加热阶段,(c)变形阶段,(d)冷却阶段。
我校威尼斯432888cam硕士研究生胡茂辉(已毕业)为论文的第一作者,陈继兵副教授为论文的唯一通讯作者,威尼斯432888cam为第一单位。
原文链接:https://doi.org/10.1016/j.jmapro.2024.09.021.